Универсальные трёхвалковые гидравлические вальцы
W11S.AA25.75x4000
Этот трёхвалковый листогибочный станок предназначен для сгибания металлических листов в цилиндрические, конические и другой формы конструкции, называемые обечайками. По завершении гиба швы обечаек сваривают, а полученные таким образом детали используют в самых разных областях (корпусы машин, резервуары для хранения жидкостей, элементы опор, трубопроводов и т.п.).
Изгиб материала осуществляется за счет проката листа между валками, прижимающимися друг к другу с большой силой и создающими давление на материал, близкое к его пределу текучести. При таком давлении изгиб происходит без трещин и разрывов, прочность материала практически не снижается.
Схема с использованием трёхвалковых вальцов (другие названия - «валков», «вальцев») позволяет осуществлять гибку металлических листов достаточно быстро, с невысокими затратами электроэнергии и высокой точностью.Верхний валок является рабочим, вокруг него происходит оборачивание металлического листа заготовки. Два нижних валка являются приводными: их вращение создает усилие, направленное вдоль листа и проталкивающее его между прижатыми друг к другу вальцами.
гибку металлических листов достаточно быстро, с невысокими затратами электроэнергии и высокой точностью.Верхний валок является рабочим, вокруг него происходит оборачивание металлического листа заготовки. Два нижних валка являются приводными: их вращение создает усилие, направленное вдоль листа и проталкивающее его между прижатыми друг к другу вальцами.
Гибочные вальцы оснащены системой числового контроля, которая ускоряет управление всеми операциями, делает его удобным и наглядным. Для упрощения работы с деталями различной геометрии пульт числового управления сделан переносным.
Трёхвалковые гидравлические вальцы могут применяться не только для формирования обечаек, но и для вспомогательных операций: выравнивания листа, подгиба краев, секционных, конических гибов и т.д.
Технические характеристики трёхвалковых гидравлических вальцов W11S.AA25.75x4000
|
|
Параметры |
Значения |
|
1 |
Предел текучести материала, для которого рассчитаны остальные параметры |
240 МПа |
|
2 |
Усилие верхнего валка |
1150 Т |
|
3 |
Максимальная толщина гибки |
75 мм |
|
4 |
Максимальная толщина подгибки краев |
60 мм |
|
5 |
Максимальная ширина материала |
4000 мм |
|
6 |
Эффективная (рабочая) длина валков |
4100 мм |
|
7 |
Минимальный диаметр гибки при полной нагрузке |
1302 мм |
|
8 |
Диаметр верхнего валка |
840 мм |
|
9 |
Диаметр нижних валков |
460 мм |
|
10 |
Расстояние между центрами нижних валков |
880 мм |
|
11 |
Скорость проката |
3 м/мин |
|
12 |
Мощность главного двигателя |
75 кВт |
|
13 |
Мощность гидрозажима |
37 кВт |
|
14 |
Мощность двигателя сдвига |
18.5 кВт |
|
15 |
Мощность мотора прижима суппортных роликов |
5.5 кВт |
|
16 |
Скорость сдвига верхнего валка |
120 мм/мин |
|
17 |
Максимальное давление в гидроцилиндрах верхнего привода |
19.5 МПа |
|
18 |
Материал/прочность верхнего валка |
42 GrMo/HB260-300 |
|
19 |
Точность позиционирования валков |
0.20 мм |
|
20 |
Длина прямых участков на краях при полной загрузке (от толщины листа) |
2-2.5 |
|
21 |
Угол конической гибки |
≤15° |
|
22 |
Напряжение питания |
3 фазы, 380 В, 50 Гц |
|
|
|
|
|
|
Комплектующие |
|
|
|
Датчики и преобразователи |
Omron (Япония) |
|
|
Числовое управление |
Delta (Тайвань) |
|
|
Сенсорный дисплей |
Delta (Тайвань) |
|
|
Уплотнения в гидросистеме |
NOK(Япония) |
|
|
Гидравлические клапаны |
Yuchiyouyan(Япония) |
Преимущества конструкции станка.
- Все рабочие компоненты имеют защитное ограждение и тревожную сигнализацию
- Электрическая система имеет функцию аварийного самоостанова и предупреждающую индикацию
- Гидросистема снабжена системой охлаждения, защищающей гидравлическую помпу от перегрева
- Гидравлические клапаны и прокладки имеют 3-летний ресурс, гидравлическое масло подлежит замене 1 раз в год
- Для работы нужен один оператор, опционально контроль может осуществляется цифровой системой при помощи беспроводной связи между электронными блоками.
Описание основных модулей станка.
Цельносварная станина обладает необходимой жесткостью для точной гибки и долгого функционирования станка. Достаточно широкая в середине, она устойчива к деформациям, удобна в монтаже, а требования, предъявляемые к фундаменту, не высоки. Перед покраской все элементы станины подвергаются термообработке для снятия внутренних напряжений металла.
Система гидропривода верхнего валка, оснащенного механизмом самовыравнивания,создает усилие, прижимающее его к нижним вальцам и сдавливающее лист во время проката. Вращение нижних вальцов осуществляется через механическую трансмиссию. Высокое давление, сопряженное с эффективным прокручиванием листа между валками, обеспечивает качественное вальцевание без образования микроструктурных дефектов (трещины, остаточные напряжения и т.п.).
Вальцы называются универсальными, потому что они прокатывают лист и подгибают его края. Подгибка краев отличается от собственно проката. В режиме подгибки станок ведет себя как листогиб с поворотной балкой: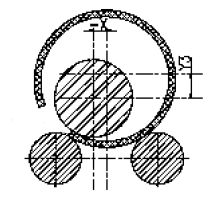 изгиб края листа происходит за счет перемещения верхнего валка по дуге вокруг нижнего, при этом вращения валков вокруг собственных осей практически нет. Под универсальностью этого трехвалкового гибочного станка также подразумевается и то, что прокат может осуществляться в прямом и обратном направлениях, кроме того возможен прижим рабочего валка к любому из двух нижних. При вальцевании листа такое смещение верхнего валка от центральной линии в сторону одного из нижних валков называется асимметричной гибкой (см рисунок справа).
изгиб края листа происходит за счет перемещения верхнего валка по дуге вокруг нижнего, при этом вращения валков вокруг собственных осей практически нет. Под универсальностью этого трехвалкового гибочного станка также подразумевается и то, что прокат может осуществляться в прямом и обратном направлениях, кроме того возможен прижим рабочего валка к любому из двух нижних. При вальцевании листа такое смещение верхнего валка от центральной линии в сторону одного из нижних валков называется асимметричной гибкой (см рисунок справа).
 Гидравлическая система станка выполнена в строгом соответствии с международными стандартами. При ее проектировании были предприняты все усилия к увеличению эффективности работы и снижению энергопотребления. Система прокладок от ведущего производителя исключает утечки, а ее техническое обслуживание и замена деталей не сложны, поскольку гидравлическая система является независимой от других модулей станка.
Гидравлическая система станка выполнена в строгом соответствии с международными стандартами. При ее проектировании были предприняты все усилия к увеличению эффективности работы и снижению энергопотребления. Система прокладок от ведущего производителя исключает утечки, а ее техническое обслуживание и замена деталей не сложны, поскольку гидравлическая система является независимой от других модулей станка.
Электрическая система гибочных вальцов состоит из электрического шкафа с контрольной панелью, на которой отображаются основные  параметры системы, и переносной панели управления. Электронный дисплей отображает вводимые числовые параметры, дает возможность отслеживать текущие координаты рабочего валка и некоторые другие показатели. Система позволяет как вводить новые, так и редактировать уже введенные параметры гиба. Кроме дисплея, переносная контрольная панель оснащена дополнительными кнопками, джойстиками и индикаторами.
параметры системы, и переносной панели управления. Электронный дисплей отображает вводимые числовые параметры, дает возможность отслеживать текущие координаты рабочего валка и некоторые другие показатели. Система позволяет как вводить новые, так и редактировать уже введенные параметры гиба. Кроме дисплея, переносная контрольная панель оснащена дополнительными кнопками, джойстиками и индикаторами.
Промышленный цифровой модуль управления имеет защиту от короткого замыкания и перегрева. Цепи управления положением рабочего валка имеют защиту от бросков по току. Для срочной остановки работы станка на панели управления имеется кнопка аварийного останова.
Электронная синхронизация гидроприводов, установленных с обоих концов рабочего валка, обеспечивает синхронную подачу с отклонением не более 0,20 мм.
Суппортные ролики создают дополнительное давление на среднюю часть нижних валков, устраняя их прогиб и повышая качество гибки.
Для выгрузки готовых деталей боковая надстройка станины имеет гидравлический привод поворота с функцией блокировки. После выведения ее в горизонтальное положение согнутая деталь может быть снята с рабочего валка вручную, либо при помощи дополнительного подъемного механизма.
Смазка. Для подшипников верхнего валка, скользящих подшипников нижних валков и вала рамы применяется густой смазочный материал.По дополнительному запросу возможна установка электронасоса для обеспечения принудительной централизованной смазки.
Параметры гиба материалов с разной прочностью.
Устойчивость к изгибу любого вида стали, а равно и других металлов, характеризуется прежде всего их пределом текучести, этот показатель прочности измеряется в мегапаскалях (МПа) и характеризует давление, которым нужно воздействовать на металл, чтобы он стал в зоне сдавливания эластичным и начал «течь», получив возможность изгибаться без разрывов и трещин. У обычных сталей предел текучести близок к 240 МПа. Если материал заготовки имеет более высокую прочность (т.е. более высокий предел текучести), максимальная ширина заготовки и/или толщина материала должны быть уменьшены, либо увеличен диаметр гиба. Поэтому для сравнения разных гибочных вальцов по гибочной способности необходимо иметь все четыре параметра: прочность материала, его максимальную ширину и толщину, а также минимальный диаметр гибки, сравнение по любым двум или трем параметрам - без учета остальных -будет некорректным.
Как правило, для каждого гибочного станка показатели максимальной ширины, толщины материала и его минимального диаметра гиба при различных величинах предела текучести рассчитываются на компьютере и представляют таблицу с большим количеством чисел. Иногда для большей наглядности отдельные выборки из таких таблиц представляются в виде графиков. Такая информация предоставляется по отдельному запросу.
- Главная |
- Запрос |
- Обратный звонок |
- О нас |
- Контакты