Токарно-фрезерный обрабатывающий центр TMC.AA19.25SMTY

1. Общее описание.
 |
| Рис.1 Варианты компоновки станка |
 |
| Рис.2 Токарно-фрезерный шпиндель |
2. Особенности конструкции.

|
| Рис.3 Параметры отдачи двигателя |
• благодаря 2-диапазонной работе главного мотора в режиме повышенной и низкой скорости удалось получить высокую отдачу шпинделя с вращательными моментами 398 Нм/539 Нм. Это позволяет уверенно работать как на малых скоростях в режиме тяжёлой обработки, так и осуществлять финишный проход поверхностей изделия.
• программирование и отдача верхнего и нижнего серво-суппортов (револьверных сменщиков инструмента) в этой модели улучшены
• имеется возможность добавления полностью независимой Y-оси для обработки деталей сложного профиля
• система ЧПУ имеет алгоритм самотестирования и многоуровневую антиаварийную защиту, RS232 интерфейс даёт возможность контроля и обмена данными с компьютером. Используемые модели ЧПУ: FANUC 0i-TD с сервоприводами по X/Y/Z/W осям α22/α8/α22/α22, либо FANUC 31i-MA с сервоприводами по X1/X2/Y/Z1/Z2/W осям α12/α12/α8/α22/α22/α22.
• первый и второй шпиндели жёстко совмещены со станиной и обеспечивают отсутствие биений, высокую точность по угловой оси, а также позволяют высокопроизводительно работать с прутковыми заготовками.
• прогрессивная интеллектуальная система перемещений по всем осям, гарантирующая минимальные отклонения
• «умный» контроль нагрева и баланса температур даёт возможность увеличить срок действия как составных частей станка, так и рабочего инструмента
3. Технические характеристики TMC.AA19.25SMTY
| Параметры | Значения | |
|---|---|---|
|
1 |
Макс. диаметр над станиной, мм |
800 |
2 |
Максимальная длина обработки, мм |
720 |
3 |
Макс. диаметр типа вал/диск, мм |
460/385 |
4 |
Размер кулачков (2-ого шпинделя), дюйм |
10" |
5 |
Скорость вращения шпинделя, об/мин |
30-4000 |
6 |
Мощность главного двигателя, кВт |
15/22 |
7 |
Диаметр отверстия шпинделя, мм |
76 |
8 |
Точность X/Z, мм |
±0.008 |
9 |
Повторяемость X/Z, мм |
±0.004 |
10 |
Количество инструмента, шт |
12 |
11 |
Количество шпинделей, шт |
2 |
12 |
Количество сменщиков инструмента, шт |
1 |
|
13 |
Система ЧПУ |
Fanuc 0i-TD, Fanuc 31i-MA |
|
14 |
Конус шпинделя |
A2-8 |
|
15 |
Быстрое перемещение по X/Y/Z, м/мин |
30/10/30 |
|
16 |
Габариты, мм |
3850×2250×2400 |
|
17 |
Вес, кг |
9000 |
|
18 |
Перемещение по X/Y/Z, мм |
245/±50/800 |
|
19 |
Время смены инструмента, сек |
0.5 |
|
20 |
Наклон станины, град. |
45° |
|
21 |
Конус пиноли задней бабки, мм |
MT5 |
|
22 |
Ход пиноли задней бабки, мм |
780 |
|
23 |
Оправка резец/фреза, мм |
25/40 |
|
24 |
Резцедержатель револьверной головки |
BMT65 |
|
25 |
Расстояние от шпинделя до пиноли, мм |
85-865 |
|
26 |
Тип направляющих |
ШВП Φ32х10, Φ42х12 |
|
27 |
Мощность привода инструмента, кВт |
5.5/7.5 |
|
28 |
Скорость хода задней бабки, м/мин |
15 |
|
29 |
Ёмкость бака охлаждающей жидкости, л |
400 |
|
30 |
Точность/повторная точность поз. сменщика инструмента |
±10/±3 |
|
31 |
Скорость вращения инструмента, об/мин |
30-4000 |
4. Стандартная комплектация
| Позиция | Поставка •Стандартная ○Дополнительная | |||
|---|---|---|---|---|
| TMC25E | TMC25SMTY | TMC25S2M2T2Y | ||
| Шпиндель | Двигатель шпинделя | • | • | • |
| Воздухообдув | • | • | • | |
| Гидравлический патрон(10″) | • | • | • | |
| Мягкие и жесткие кулачки | • | • | • | |
| Гидравлический цилиндр | • | • | • | |
| Цанговый патрон | ○ | ○ | ○ | |
| С-ось и дисковый тормоз | • | • | • | |
| Вспомогательный шпиндель | × | × | • | |
| Ножной переключатель | • | • | • | |
| Револьверная головка | Револьверная головка 12-инструментов BMT65 | • | • | • |
| Револьверная головка с сервоприводом 12-инструментов | ○ | ○ | ○ | |
| 12-статических резцедержателей | • | • | • | |
| Держатель инструмента с шагом 1°-0° | • | • | • | |
| Держатель инструмента с шагом 90° | ○ | ○ | ○ | |
| Задняя бабка | Программируемый серво-привод задней бабки | × | • | • |
| Гидравлическая задняя бабка | • | × | × | |
| Ножной переключатель задней бабки | • | × | × | |
| Другие | Система охлаждения | • | • | • |
| Нагнетательный насос | • | • | • | |
| Автоматический конвейер стружки | • | • | • | |
| Гидравлический блок | • | ○ | ○ | |
| Импульсный гидроблок | ○ | • | • | |
| Система подачи воздуха | • | • | • | |
| Охлаждение сквозь шпиндель | • | • | • | |
| Автоматическая смазка | • | • | • | |
| Рабочая лампа | • | • | • | |
| Сигнальная лампа | • | • | • | |
| Подкладки для выравнивания | • | • | • | |
| Предохранительный кожух | • | • | • | |
| Кондиционер электрошкафа | ○ | • | • | |
| Охлаждение электрошкафа | • | ○ | ○ | |
| Ящик для инструмента | ○ | ○ | ○ | |
| Ручной генератор импульсов | • | • | • | |
| Устройство нарезания резьбы | • | • | • | |
| Панель управления | ○ | ○ | ○ | |
| Набор инструментов | • | • | • | |
| ЧПУ FANUC 0i TD | • | • | ○ | |
| ЧПУ FANUC 31i | ○ | ○ | • | |
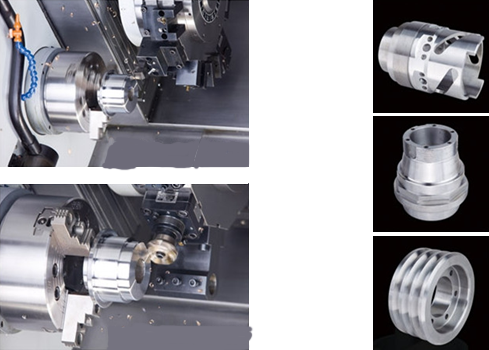 | 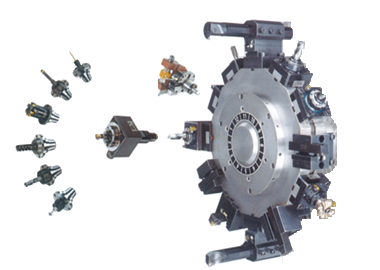 | |
| Рис.4 Выполненные детали | Рис.5 Револьверная головка 12-инстр. |
Видеофрагмент с примером работы токарно-фрезерного обрабатывающего центра TMC.AA19.25SMTY с использованием оси C приведён ниже.
- Главная |
- Запрос |
- Обратный звонок |
- О нас |
- Контакты